 Tiếng Việt
Tiếng Việt
HÀN GẤP MÉP KIM LOẠI MỎNG
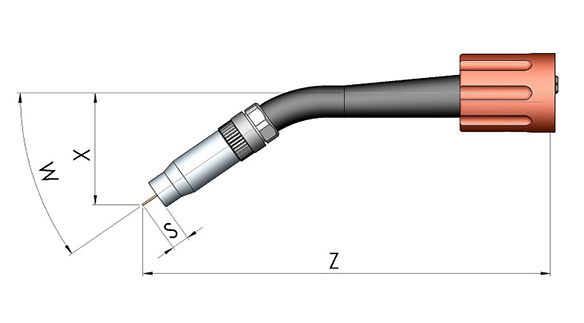
Liên kết gấp mép tấm mỏng
| d | 1 – 2 |
| b | 2d |
| r | d |

Trình tự thực hiện liên kết giáp mối tấm mỏng ở vị trí 1G
Gia công phôi
Đọc bản vẽ
Bạn có thể xem bài : Cách đọc bản vẽ hàn tại đây

Yêu cầu kỹ thuật
-Đúng kích thước
-Không khuyết tật
-Liên kết không biến dạng
Chọn vật liệu: Thép đen dạng tấm

-Tiến hành gia công: cắt phôi theo kích thước (150x50x2)mm x 2 tấm/HS
Với chi tiết có chiều dầy d = 2 ta uốn mép tấm với các thông số như hình vẽ
Yêu cầu kỹ thuật
-Mép uốn cong, bám đều
-Bề mặt phôi phẳng
-Góc uốn nhỏ

Điều chỉnh các thông số hàn và hàn đính
Chọn thông số hàn
|
Chiều dày tấm (mm) |
Số lớp hàn |
Khe hở hàn (mm) |
Đường kính dây (mm) |
Ih (A) |
Uh (V) |
Vh (mm) |
Tiêu hao khí (l/ph) |
|
2,0 |
1 |
0 – 1 |
0.8 |
70-120 |
18-21 |
18-25 |
8 – 10 |
Gá đính
Đặt phôi trên bàn gá đảm bảo khe hở giữa hai chi tiết bám đều (a = 0¸ 1).
Gá phôi đảm bảo góc biến dạng ngược g = 30 – 50
Yêu cầu kỹ thuật
-Mối đính ngấu, chắc chắn
-Khe hở liên kết đều
-Mép liên kết bám đều
Bước 3: Tiến hành hàn
+Gá phôi trên bàn gá vị trí 1G
+Điều chỉnh lại thông số hàn đã chọn
Bắt đầu hàn: Đưa mỏ hàn về vị trí đường hàn và thực hiện hàn từ phải qua trái như hình vẽ. Giữ mỏ hàn với khoảng cách không đổi và dao động mỏ hàn theo đường thẳng không có dao động ngang như hình vẽ.

-Kết thúc đường hàn: Thực hiện chấm ngắt liên tục để lấp rãnh hồ quang.
Các dạng sai hỏng thường gặp, nguyên nhân và biện pháp đề phòng
Mối hàn cháy thủng
a) Nguyên nhân
-Chọn dòng điện lớn
-Chuẩn bị mép hàn không tốt, khe hở rộng
-Tốc độ hàn chậm
b) Biện pháp đề phòng
-Giảm dòng điện hàn và điện áp
-Kiểm tra mép hàn đảm bảo độ kín khít đều
-Hàn với tốc độ nhanh
Đường hàn lệch trục
a) Nguyên nhân
-Góc độ mỏ hàn không đúng
-Mép liên kết bám không đều
-Thao tác không chính xác
b) Biện pháp đề phòng
-Duy trì đúng góc độ mỏ hàn
-Kiểm tra, điều chỉnh mép hàn trước khi hàn.
Weldtec đã trình bày với các bạn về kỹ thuật hàn gấp mép ở vị trí hàn bằng. Sau bài viết này các bạn sẽ nắm được các vấn đề sau :
Các thông số cơ bản của mối hàn gấp mép, ứng dụng của mối hàn gấp mép.Chọn chế độ hàn (dq, Uh, Ih, Vh) và lưu lượng khí phù hợp với chiều dày vật liệu.Gá phôi hàn chắc chắn, hàn đính đúng kích thước.
Thực hiện hàn mối hàn gấp mép đảm bảo độ sâu ngấu, xếp vảy đều, không rỗ khí, lẫn xỉ, ít biến dạng, đúng kích thước bản vẽ.Kiểm tra, đánh giá đúng chất lượng mối hàn.Sửa chữa các khuyết tật mối hàn không để phế phẩm vật hàn. Thực hiện tố công tác an toàn và vệ sinh phân xưởng.
Nếu bạn là một thợ hàn chuyên nghiệp và cần 1 công việc ổn định hãy liên hệ ngay với chúng tôi: Công ty cung ứng nhân lực Hiệp Phát - Chuyên cung ứng nhân lực và gia công sản xuất ngành dầu khí.
Địa chỉ: 492/1/12 Đường 30/4, Phường Rạch Dừa, Thành Phố Vũng Tàu
Hotline: 0986459579
Tin liên quan